














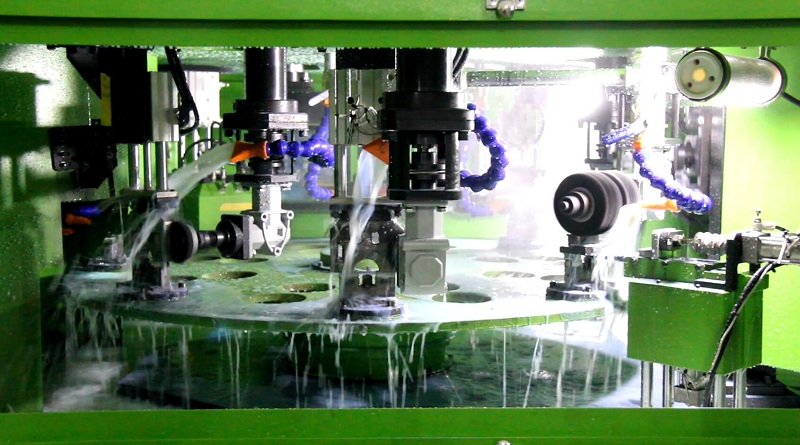
去毛刺抛光加工工序
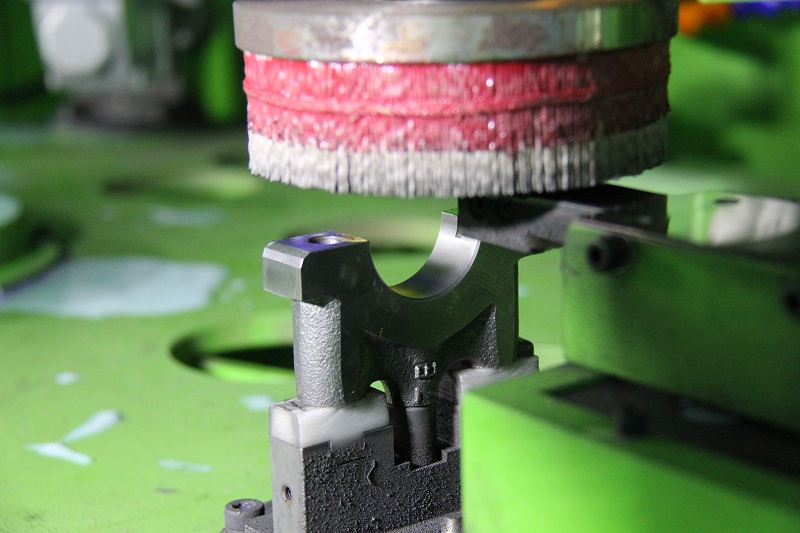
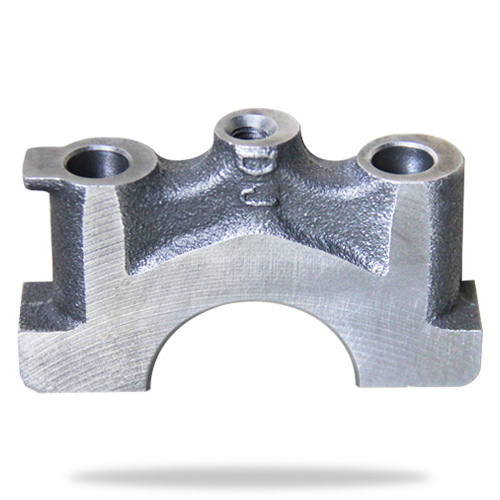
轴承端盖去毛刺抛光机分8工位分别自动对轴承端盖上端面、顶面、侧面、结合面、锁口面5个部分去毛刺:
1#工位:上下料工位;
2#工位:刷A侧面;
3#工位:刷B侧面;
4#工位:刷上端面和顶面;
5#工位:轴承端盖翻转180°;
6#工位:刷锁口面;
7#工位:刷结合面;
8#工位:清洗吹干轴承端盖。
优势
采用湿式去毛刺,通过水溶性切削液对工件进行冷却清洗;
采用夹紧轴承座螺栓孔的夹取方式;
具有日产工件计数功能;
具有毛刷磨损自动补偿功能;
具有故障报警提醒功能,帮助操作者排除故障。
技术参数表
项目 |
规格 |
电源 |
AC380V ? 50Hz |
压缩空气 |
0.4-0.6Mpa |
单件节拍 |
≤8s |
抛光毛刷 |
尼龙刷、钢丝刷 |
毛刷转速 |
0-1720rpm |
分割器 |
8工位 |
外形尺寸 |
4500*4550*2500mm |
重量 |
7.5t |
图片


视频


联系方式
和氏工业技术股份有限公司
广州总部:广东广州市黄埔区南云二路62号
珠海总部:广东珠海市香洲区南屏屏工一路10号
| 电话: |
020-31600276 / 0756-6126998 张先生:13431909300(微信同号) 吴先生:13702330296(微信同号) |
| 传真: | 0756-6324320 |
| 电子邮件: | hesh@zh-heshi.com |